
汽车顶盖机器人螺柱焊的故障分析及改进
- 2020-10-09 15:21:50
- 梁新琼 转贴
- 4532
公司微信服务号:sawchina2005,抖音号:shok,每天都会更新作品,欢迎围观!
摘 要:汽车车身中大量使用螺柱焊接,本文通过对某汽车公司汽车顶盖螺柱焊接故障进行统计分析,发现卡钉与焊接过程失效的主要原因。分别从螺钉来料、焊接过程等方面进行分析,通过采用稳定尺寸的螺钉和焊枪头改进,减少螺柱焊卡钉的频次提升了螺柱焊接稳定性。
关键词:螺柱焊;汽车顶盖;卡钉;焊接过程
1 引言
螺柱焊是将金属螺柱或其他类似紧固件焊至工件的方法,汽车公司采用的螺柱焊设备大多为短周期螺柱焊。螺柱焊主要分布点为前隔板,地板,顶盖等需要布置内饰或塑胶件等区域。影响螺柱焊接效果主要有材料因素,设备因素,焊接压力,工作电压,焊接材料表面光洁度,焊接面平整度等。
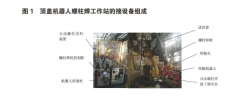
2 顶盖机器人螺柱焊工作站的接设备组成
顶盖机器人螺柱焊工作站的接设备包括焊接机器人、机器人控制系统、自动螺柱焊枪、自动螺柱送料装置、自动螺柱焊接工装夹具,见图1。
3 顶盖螺柱焊常见故障
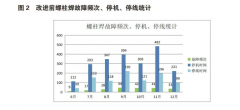
常规螺柱焊的故障基本为四类,材料因素、焊接能量输入参数、焊枪行为参数、焊接过程不确定因素等4个方面。对某公司生产线半年时间的生产运行进行统计,如图2(螺柱焊设备半年来的设备故障频次、处理时间及影响统计)。从6月至12月螺柱焊故障共计212次,累计停机2152分钟,停线946分钟。故障率高,已经影响到正常的的生产,需要进行改进。
根据返修故障处理记录分类汇发现,影响停线的主要原因为其中两项,一是螺钉尺寸不合卡钉、二是焊接过程螺柱卡钉(图3)。
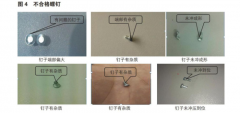
由于螺钉尺寸不合格,返修时需要频繁拆装自动送料设备,导致设备损伤严重,而设备故障频发,会影响生产线的产能输出。经过大量检查对比,发现螺柱尺寸不合主要有以下6种缺陷,见图4:
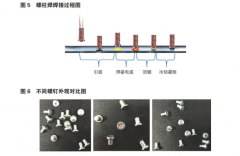
原因二为顶盖焊接过程中,零件位置与焊枪的位置相对有偏移。主要表现为零件Z向的尺寸有波动。螺柱焊的过程如图5,整个过程为引弧-焊接电弧-顶锻-冷却凝固。其中螺钉提升高度对引弧的影响重大,提升高度过大时,电弧不稳地,容易电弧漂移和吹偏。提升高度过小,容易短路短弧。因此零件的稳定性差时(即螺钉与零件距离不确定时),会造成引弧过程不稳定,甚至螺钉从卡头中脱落无法正常焊接或焊枪被粘在顶盖零件上,造成焊枪焊接时成功率下降,严重时螺柱焊导电嘴夹头烧蚀。
4 改进方法
对螺钉尺寸不合卡钉问题:拉弧螺柱焊对螺钉的要求不高,螺钉材质与木材接近,断面有3-5度的锥度即可。但需要满足螺钉尺寸稳定,良好的一致性才可以提高螺柱焊设备的稳定性。 图6为三种采购的螺钉对比。
经过测量两种进口的钉子尺寸稳定性好,尺寸误差小,同时外观质量光泽度好,但某国产的钉子尺寸不稳定,外观表面质量也较差。分别对三种不同螺钉进行焊接试验,某国产螺钉卡钉频次是两种进口螺钉(尼尔森、埃姆哈特)的三倍。由此可见,螺钉的尺寸稳定性对焊接稳定定影响重大。
对焊接过程螺柱卡钉问题:首先改进螺柱焊钳的枪头,在目前推荐在焊枪前端增加保护套装置见图7。增加保护套实际是实现零件与焊枪的距离固定。焊枪焊接时:
1)如卡头带螺柱,螺柱会正常焊在工件上;
2)如卡头不带螺柱(没有螺钉送大卡头或螺钉脱落),保护套会跟板件接触,无法形成焊接回路,焊枪不焊接,保护套起到保护卡头不被焊在工件上。
H1为螺柱到工件的距离;H2为保护套到工件的距离;H3为卡头到工件的距离;
如图8、9为选用进口尼尔森螺钉及焊枪头改进后的故障收集情况。通过选用尺寸稳定的螺栓和设备的改进,故障率明显减少,设备运行稳定性提高。
5 结论
由改进实验及结果统计可知,对螺柱焊故障进行分类,通过规范螺钉尺寸,质量一致性,可以大幅减少卡钉问题。同时针对枪头改造,通过增加螺柱枪头的保护套装置可以减少焊接过程不确定因素的影响。提高了螺柱输送的稳定性,减少问题发生频次的同时也为螺柱焊出现问题后快速恢复提供有效技术支持,降低故障对生产线的影响。

- [焊接技术] 车身铝点焊炸枪的原因及解决办法! 2021-01-12
- [焊接技术] 汽车用铝合金板面临哪些问题? 2020-11-02
- [焊接技术] 铝点焊在新能源全铝车身上的应用 2020-10-26
- [焊接技术] 机器人螺柱焊焊接机,机器代替人不再是空想! 2020-10-12
- [焊接技术] 汽车顶盖机器人螺柱焊的故障分析及改进 2020-10-09
- [焊接百科] 螺柱焊机的工艺过程 2020-08-10






- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |






