对储能式螺柱焊强度的正确理解----满足焊接强度要求
- 2016-01-11 16:30:20
- sawchina
- 40908
- 最后编辑:孙辉 于 2018-12-05 00:30:30
- 分享链接
许多客户有这样的疑问:储能式螺柱焊的焊接强度要比拉弧式螺柱焊差,那是不是说储能式螺柱焊焊不牢?
前半句话没有问题,后半句话理解上有偏差。以下我们做详细分析。
大前提:
在这里我们讨论的问题有一个重要的前提条件:排除因设备本身质量问题而导致的焊接强度不高的因素。
焊接方式一般分为3种:
储能式螺柱焊
短周期拉弧式螺柱焊(气体保护 / 非气体保护)
长周期拉弧式螺柱焊(气体保护 / 瓷环保护)
1. 焊接强度的决定性因素
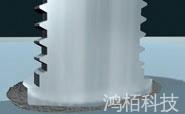
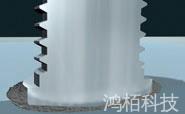
简单来说,焊接方式的不同决定了熔池深度的不同,熔池深度直接决定了焊接强度的大小。
| 焊接方式 | 图例 | 最小板厚要求 | 熔池深度 | 适合板厚 | 背面印痕 |
|
储能式螺柱焊 (无保护) |

|
1/10螺柱直径 最薄0.5 mm |
浅 | 0.5 - 2 mm |
几乎无 / 轻微突出 |
|
短周期螺柱焊 (无保护 / 气体保护) |
|
1/8螺柱直径 |
中等 | 0.5 - 3 mm |
轻微突出 / 背面可能发黑 |
|
长周期螺柱焊 (气体保护 / 瓷环保护) |
|
1/4螺柱直径 最薄2 mm |
深 | 2 mm以上 | 可能较大 |
2. 如何理解“满足焊接强度要求”
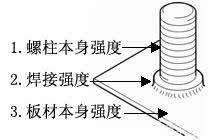
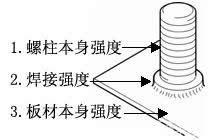
在考察焊接强度时,我们必须同时考察三种强度因素:
1. 螺柱本身强度(受螺柱材质硬度影响)
2. 焊接强度(受熔池深浅影响)
3. 板材本身强度(受板材材质硬度、厚度影响)
焊接强度检测的过程就是这三个强度相互比较的过程。
当三者比较时,只要焊接强度不是最差,则我们可以认为焊接强度满足要求。
| 三者比较最弱项 | 强度检测结果 | 评价 | 可能原因 | 建议 |
| 螺柱本身强度 |
|
合格 | 螺柱材质偏软 |
|
| 板材本身强度 |
|
合格 |
1. 板材材质偏软 2. 板材较薄 |
|
当三者比较时,焊接强度表现最差时,我们就认为焊接强度不能满足要求。
| 三者比较最弱项 | 强度检测结果 | 评价 | 可能原因 | 建议 |
| 焊接强度 |
|
不合格 |
1. 板材较厚 2. 螺柱直径偏大 3. 选择了不恰当的焊接方式 |
选择正确的焊接方式 |
总结
以下是根据实际经验总结出的一般规律,仅供参考,如有疑问可致电深圳鸿栢科技,我们将为您做进一步解答。
| 储能式螺柱焊 | 短周期拉弧式螺柱焊 | 长周期拉弧式螺柱焊 | |
| 推荐板材材质 | 低碳钢冷轧板、不锈钢、铝、黄铜 | 低碳钢冷轧板、热轧板、不锈钢 | 低碳钢冷轧板、热轧板、不锈钢 |
| 0.5-1 mm | 合格 | 板材可能焊穿 | 板材焊穿 |
| 1-2 mm | 合格 | 合格但背面可能有印痕 | 焊接处板材可能变薄,影响整体强度 |
| 2-3 mm |
可能不合格 需根据材质及焊接要求确定 |
合格 | 合格 |
| 3 mm以上 |
可能不合格 需根据材质及焊接要求确定 |
可能不合格 需根据材质及焊接要求确定 |
合格 |