
桥车车身螺柱焊接过程的控制系统
- 2018-10-13 11:11:00
- 陆启蒙 原创
- 7144
0 序 言
汽车工业现已发展成为世界上规模最大的工业,成为许多发达国家的支柱产业。特别是轻车生产做为其主要组成部分.越来越受到各个国家的重视。螺柱焊接是轿车车身焊装中较为重要的环节.目前轿车车身多采用镀锌钢板.其可焊性较差,而且焊后要求被焊件未焊部位的镀锌层不被破坏.保留防腐效果。普通螺柱焊接设备.由于波形不能调制.输出热量的控制精度较差,难以满足上述要求。另外轿车的大批量和自动化生产还要求焊接设备能够完成 自动送钉过程。因此需要设计一种新型的螺柱焊电源和时间控制系统来实现螺柱焊接过程的实耐控制和自动控制。本研究工作以波形控制的逆变式螺柱焊接电源为基础.以8031单片机为核心建立了带自动送料的拉弧式螺柱焊接过程控制系统。
1 逆变式波形控制螺柱焊接电源
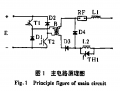
普通螺柱焊机主电路多采用硅整流式、晶闸管整流式和电容储能式.其输出电流波形不能调制,焊接时间控制精度差,不能满足轿车车身的焊接要求。采用焊接电流波形调幅工艺可以很好的解决轿车车身镀锌板焊接问题,即首先通过预焊电流烧掉锌层,再用焊接电流进行焊接.必要时输出焊后回火电流⋯。微机控制逆变式螺柱焊接电源可以实现焊接电流波形调制。主电路采用逆变频率为20kHz 的双 IGBT 单端正激式电路,如图1所示。
2 螺柱焊接过程控制系统
2.1自动送料拉弧式螺柱焊机焊接过程分析
本焊机采用了自动送料的焊接设备,即焊接过程中除了螺柱焊机的焊接过程(即引弧,焊接)外还存在螺柱从送料机料斗经送料软管自动出现在焊枪枪头的自动送钉过程。从所用的自动送料机出发,根据螺柱的运动轨迹及控制开关的动作特点,本文将螺柱的自动焊接分为以下四个过程:螺柱的输送(由送料机经送料软管到达焊枪的过程);螺柱的填入(自动出现于焊枪头部的过程);螺柱的提升;螺柱的下落。
2.2 设计任务
由上所述,本系统应该完成下述几个功能:
(1)完成2.1 中所述自动焊接的四个过程。
(2)实现2.1 中焊接过程中焊接时间和螺柱动作时间的精确控制。
(3)实现时间参数的键盘输入和错误信息的屏幕显示。
2.3 系统硬件设计
从设计任务出发,建立了以8031 单片机为核心的微机控制系统,其原理框图如图 3所示。
2 .3.1 8031最小系统
8031 单片机外接一片64KB 的程序存贮器和一片8KB 的数据存贮器,与外部时钟电路一起构成微机控制的最小系统 J。本系统的定时器 T0采用定时器工作方式.以机器周期为时基进行计时,以产生焊接过程的时序脉冲.实现焊接过程和焊接规范之间的匹配。本系统与键盘一显示(KIS)系统间采用串行通讯方式,实现了焊接参数的设定、显示及故障信息的提示。
2 .3.2 扩展接口电路
仅依靠 8031 单片机系统接口不能满足实现对外部设备直接控制的需要。通过外扩一片可编程控制器8155芯片,丰富了系统接口.可以满足控制需要。
扩展接口电路原理如图4 所示。803t的 P2 I=1输出AH 4 一AH7,经过 74154 芯片译码,作为8155芯片的选 通信号。8155 芯片的三个并行 W o 口被编程初始化,PA 口为输入口,接收外设信息,PB、PC 口为输出口,对外设进行控制。
2.3.3 外部设备控制电路
本焊机外部设备包括自动送料机和焊枪,对螺柱焊接的过程控制主要是对焊枪提升电磁铁和送料机电磁气阀的控制。利用开关量来控制其通断从而实现螺柱焊接的四个过程。外设控制电路由焊枪选 通电路,焊枪提升电磁铁控制电路及电磁气阀控制电路等组成。
2.4 系统软件设计
本系统的操作程序由主程序,中断服务程序,故障处理程序,自动送料和焊接时序输出程序及若干功能程序组成,程序固化在 EPRO M中。
2.4.1 主程序功能
主程序流程图如图4 所示。在主程序中包括系统及接口芯片的初始化程序段,与键盘一显示系统通讯传输规范参数程序段、自动送料和焊接时序输出程序段等。其工作过程如下:
系统上电复位后,进入初始化阶段。此时系统中断源及接口被初始化。自动送料时序输出程序结束后.螺柱自动出现在焊枪头部。由系统检查外部设备状态 确认外设状态正常后,进入焊接过程时序输出阶段.进行焊接。从而实现螺柱焊接的四个过程。焊接结束后若需要调整参数,则要再霞新设定后才能进入下一个焊接循环。
2.4.2 中断服务程序功能
(1)对主电路微机控制系统内部脉冲即机器周期进行计数.从而实现焊接过程与焊接电流电压的匹配。
(2)故障处理操作,确保焊机工作稳定性。
2.4.3 故障处理程序功能
若外设状态不正常,焊枪选通电路和开关断开.使焊接无法进行,从而实现对整机的保护。同时将相应故障代码传送至键盘一显示系统,使其显示故障来源。为焊机维修和排除故障提供了方便。
2.5 抗干扰措施
2 .5 .1 硬件抗干扰措施
信号长线传输时采用屏蔽线和光耦,抑制了由于过程通道传输所引起的干扰。电源系统采用独立电源的方法来实现电源系统与控制系统的完全分离。从而抑制了系统由于网压波动等所引起干扰的串入。另外.控制板上各芯片均接去耦电容,抑制系统内部干扰。
2 .5.2 软件抗干扰措施
系统在每次焊接操作前,都对外设进行自检,如有异常,系统 自动复位,封锁主电路保证系统不受掼坏。
系统以外部定时器为高级中断.对电源进行检测,如有较大波动,便产生外部中断,使系统复位,同时达到封锁主电路的目的。
3 试验结果
本系统的主要技术指标是:
螺柱的输送时间:100±5ms;螺柱的填入时间:20 ±2m s;预焊时间:30一lOOm s;焊接时间:30一lOOms;螺柱的提升时间:10m s;螺柱的下落时间:12±0.5m s,这些时间参数需要和主电路控制系统中预焊电流时间、焊接电流时间相匹配,控制精度为0- - 4m s。试验以¨螺柱为例,实测手动焊枪焊接电流电弧电压及时间参数见表 l。
试验结果表明,本系统成功地实现了对螺柱焊接过程自动控制,并且达到设计要求。
4 结 论
(1)逆变波式形控制螺柱焊机提供的输出电流波形可以满足轿车车身镀锌钢板的螺柱焊接。
(2)对带自动送料的螺柱焊机自动焊接过程的分析是正确的,焊接时间的精确控制保证了焊接质量。
(3)以8031 为核心的螺桂焊过程控制系统,成功地实现了对螺柱自动焊接过程的控制,为搭载机器人焊接提供了广阔的前景。





- [故障维修] 螺柱焊现场故障代码与报警 2022-10-28
- [焊接技术] 螺柱焊接基础知识 2022-07-11
- [焊接技术] 螺柱焊机发展史及其焊接工艺 2022-07-11
- [展会资讯] 【埃森展邀请】六月 相聚上海 共赴焊接盛会吧! 2021-06-10
- [焊接技术] 机器人替代人不是梦,焊接机器人的主要应用领域。 2021-01-22
- [焊接技术] 小技巧:焊接时如何分清焊渣和铁水? 2021-01-22






- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |






