
钨极惰性气体保护焊(GTAW)的改进形式
- 2015-11-17 11:04:00
- sawchina 原创
- 10489
GTAW焊比较常用的改进形式有:
脉冲GTAW焊;
程控式手工GTAW焊;
热丝GTAW焊(自动);
脉动送丝GTAW;
大熔深GTAW焊;
脉冲电流是一种控制焊接热输入的有效方法,。与通GTAW焊相比,脉冲GTAW焊具有如下几个优点;
可有效地控制熔池的大小及流动(特别是非平焊位置的焊接);
增大熔深(相同热输入下,熔深显著增大);
便于进行“焊枪摆及停留”控制;
便于焊接速度控制;
焊缝质量好,。
脉冲GTAW焊的焊接电流是脉冲电流,即电流在较小的基值电流和较大的峰值电流之间周期性切换,如图5.14所示,峰值电流用来加热并熔化工件,而基值电流维持期间,熔池冷却并凝固。这就类似于通过上下移动脚踏式可变电阻器来周期性地调节电流一样。其实,新型的脉冲GTAW电源可自动地切换基值电流和峰值电流,并使之各自维持预定的时间。脉冲GTAW焊缝实际上是由交叠的点焊缝构成。每个脉冲电流持续期间,电弧热量大,工件上形成点焊熔池;而基值电流持续期间,电弧维持燃烧,但由于热量较小,熔池冷 却并凝固。焊炬的移到下一位置,在下一个脉冲周期产生下一个焊点。
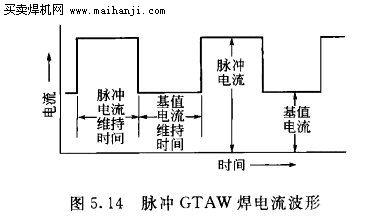
对于脉冲GTAW焊,必须控制四个电流参数;脉冲峰值电流、基值电流、峰值电流维持时间和基值电流维持时间(或称脉冲间歇时间)。
利用GTAW焊接薄板时,因为热输入降低,工件的扭曲变形及翘曲变形显著减小。而对中不良的接头以及不等厚度对接接头(如薄板与厚板之间的接头)的焊接可较容易地用GTAW焊实现。脉冲GTAW既可采用手工操作方式,也可采用自动方式;既可使用填充金属也可不用填充金属。
由于脉冲GTAW具有诸多优点,其应用范围不断增大。而随着自动脉冲GTAW的推广应用,这种方法已广泛用于难焊接头的焊接,例如异种金属的焊接及钝边变化的不等厚度对接接头的焊接等,。低频脉冲GTAW焊(频率不超过10Hz)的熔深增大是由于具有较大的峰值电流(在同样的热输入下),其熔宽基本不变或稍有减小。而高频脉冲GTAW焊(频率在声频范围内)的熔深增大主要是因为高频下具有很大的电磁收缩效应,其次才是因为具有较大的脉冲电流。由于其电磁收缩效应很强,电弧发生强烈收缩,刚直性增大,因此熔宽显著减小,可以利用较大的焊接速度进行焊接。脉冲电弧由于具有强烈的搅拌作用,可显著提高焊缝质量。脉冲GTAW焊一般采用管着喷嘴。
自动GTAW焊时通常采用程控的焊接电流,而手工GTAW焊也可采用,即利用编程器来控制电流的变化,起焊时使电流以一定的速度 增大 到正常焊接电流,而熄弧时使电流以一定的速度 降低到规定数值。可利用焊枪上的开关来启动预先设置的程序、终止程序或重复执行程序。这种焊接方式被称为程控式手工GTAW焊,目前广泛用于薄壁管子的焊接和厚壁管子根部焊道的焊接。
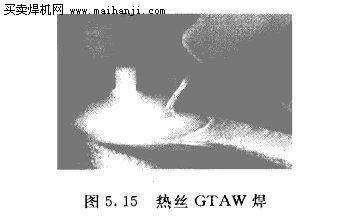
热丝GTAW焊利用一专用电源对填充焊丝进行加热。送入到熔池中焊丝载有低压电流,该电流对焊丝进行预热。因此,进入 熔池的焊丝具有很高的温度,接触熔池后迅速熔化,提高了熔敷速度 。热丝GTAW焊主要用于表面堆焊。这种焊接方法只能采用自动操作方式,因为热丝必须始终与熔池接触,以导通预热电流(图5.15)。

- [焊接技术] 螺柱焊接基础知识 2022-07-11
- [焊接技术] 螺柱焊机发展史及其焊接工艺 2022-07-11
- [展会资讯] 【埃森展邀请】六月 相聚上海 共赴焊接盛会吧! 2021-06-10
- [焊接技术] 氩弧焊机器人的系统组成、特点和应用前景 2021-01-09
- [企业宣传片] 深圳市鸿栢科技实业有限公司宣传片2020版 2020-12-25
- [焊接技术] 干了多年的焊工都未必真能说清楚CO2、MIG/MAG和脉冲MIG/MAG的区别! 2020-12-23






- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |






