
重型卡车不同厚度纵梁槽钢合梁点焊工艺
- 2017-08-07 15:03:00
- sawchina 原创
- 7960
重型卡车车架总成通常由左右纵梁总成及横梁总成等零部件组合而成,纵梁作为车架最大的零部件,承受着卡车在行驶过程中各种冲击载荷及复杂力矩,因而,纵梁的强度尤为重要。纵梁内外梁合梁作为增加纵梁强度的常用手段,同时,合梁作为纵梁加工中最重要环节之一,选择一种加工工序少,劳动强度低,易于机械化及多品种批量化生产的加工工艺方式至关重要。
目前,国内重型卡车车架纵梁截面多为U字型直梁与变截面弯梁,材料多选用低合金高强度热轧中厚度钢板,厚度4~10 mm,材料牌号多为510L-690L,通过冲孔、压型、切割、合梁及钻孔等工序加工为成品纵梁。
纵梁槽钢合梁点焊工序
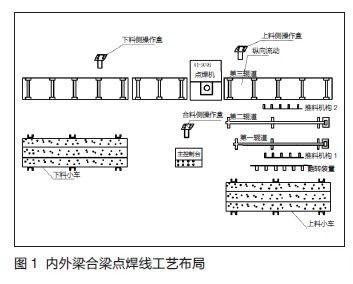
合梁工序主要承担纵梁总成透孔前内梁及外梁槽钢合梁任务,生产线可实现自动化生产,由送料小车、磁力上料装置、横向链式进料道、翻转机构、辅助工作台、纵向送料滚道、点焊机主机、磁力下料装置、出料小车及料架等组成,各部分通过控制系统有序进行动作。
1.工艺布局
内外梁合梁点焊线工艺布局图如图1所示,经上料磁力吊、翻转机构及推料机构1运送至第一锟道,再经磁力吊运送至第二锟道,第一锟道与第二锟道由电动机控制丝杠可调节内外梁相对位置,外梁经推料机构2推至纵向滚道,内梁由磁力吊由第一锟道吊至外梁槽钢中,经过点焊机焊接后,由下料磁力吊运送至下料小车。
2.槽钢点焊
内梁装入外梁后,焊极两侧有汽缸使得焊接处内外梁结合紧密,经过电阻点焊预压、焊接、维持和休止4个阶段,完成一个焊点焊接,经过合理焊点分布后完成纵梁合梁,为后续摇臂钻透孔做好前期工艺准备。
3.焊接设备
焊接设备采用高压三相次级整流变压器,变压器整体环氧浇注,绝缘等级相对较高;焊机变压器内设热保护器,当出现阻焊变压器冷却水水量不够或阻塞,造成变压器温度升高到一定温度时,热保护器动作,焊机无电流输出并报警。
焊接工艺参数制定
纵梁合梁采用双面单点焊的点焊方法,这种焊接方法能对焊件施加足够大的电极力,焊接电流集中通过焊接区,因而合梁时可减少焊件的受热体积,提高焊接质量。
1.焊极选择
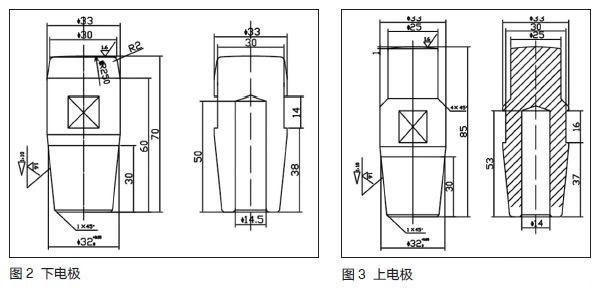
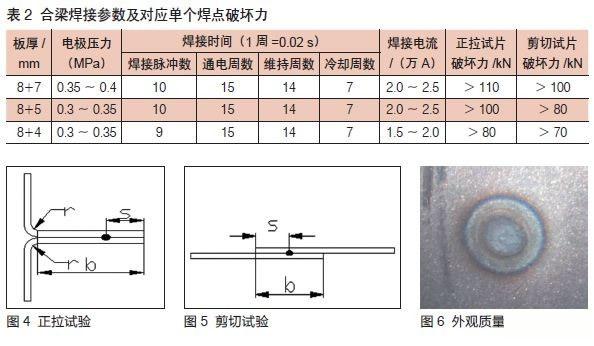
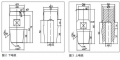
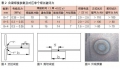
由于内外梁为不等厚度的低碳钢板,通常情况下,不同厚度不同材料焊接时,形成熔核不以贴合面对称,而向厚板或者导电导热性差的焊件偏移,厚度相差越多,现象越明显,结果贴合面尺寸小于该熔核直径,使得焊接强度降低。因此,当焊接内外梁厚度差距较大纵梁时,电极设计应当采用不同形状上、下焊极焊接,与厚板外梁接触下电极应当相对增大焊极端面,同时增大下电极冷却水腔直径,使得下电极散热增强,而上电极相对焊接端面及冷却水腔较小,温度场向外梁一侧偏移,使得贴合面熔核直径增加,焊接强度相应提升。另外,可适当增加上电极有效焊接长度,以提高焊极使用寿命,焊接不同厚度组合内外梁时电极选择如表1所示,电极1、2分别如图2、图3所示。

2.焊接参数确定
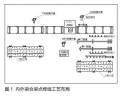
焊接参数的确定,主要考虑在保证焊点焊接强度前提下,降低飞溅,减小纵梁外表面压痕(其深度要满足(0.1~0.15)δ,δ为两焊件中薄件的厚度)。主要的焊接参数包括:焊接电流、电极压力与焊接时间,其中焊接电流对点焊质量影响最大,电流过大产生喷溅,焊点强度下降;焊接时间长短对点焊质量影响也很大,时间过长,热量输入过多也会产生喷溅,降低焊点强度;电极压力过小,易产生喷溅,压力过大时,使焊接区接触面积增大,电流密度减小,熔核尺寸下降,严重时会出现未焊透的缺陷。一般认为,在增大电极压力的同时,适当加大焊接电流或焊接时间以维持焊接加热程度不变。合理的焊接参数选择为加工中长期经验、数据积累及点焊试片正拉试验(见图4)及剪切试验(见图5)所得。合梁焊接参数及对应单个焊点试片拉、剪损坏力如表2所示,通常情况下正拉及剪切破坏力达到60 kN,说明焊接参数选择合理,焊接强度满足要求。焊点外观质量如图6所示,成型良好无飞溅。
3.纵梁焊点分布原则
每根纵梁根据长度不同均需分布10~30个焊点不等,纵梁1 000 mm范围内至少分布一个焊点,大孔周围也需分布1~2个焊点,防止后续透孔轴向力过大开焊,内外梁前后端结合处也需分布至少两个焊点,所布置焊点不能与孔位干涉。
结语
焊极组合的选择及焊接工艺参数的优化在合梁焊接中保证焊接强度的前提下,提升了焊接表面质量,降低了车间的能耗。针对8+4/8+5纵梁总成,在保证合梁焊点强度的前提下,焊点表面压痕降低,焊接质量提升,同时电流强度降低25%/12.5%,电极利用率提升18%/10.5%,降低了设备能耗,提升了焊极利用率。

- [焊接技术] 铝点焊在新能源全铝车身上的应用 2020-10-26
- [焊接技术] 自动点焊机的性能特点,及点焊机的焊接过程! 2020-09-04
- [焊接技术] 点焊、弧焊的工作原理、应用和区别! 2020-08-28
- [焊接百科] 点焊机和电焊机的区别 2020-08-10
- [焊接技术] 浅析汽车车身的焊接工艺设计(10) 2018-10-13
- [焊接百科] 汽车车身的快速开发和制造技术(1) 2018-10-12






- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |






