
一种高效焊接技术--添加合金粉末埋弧焊
- 2016-04-27 13:01:00
- sawchina 原创
- 9165
采用普通埋弧焊和添加合金粉末埋弧焊技术,焊接了20G和16MnR钢,结果表明,添加合金粉末埋弧自动焊技术能够采用大线能量(因为添加的合金粉末改善了焊缝组织,焊缝深宽比显著提高,而焊缝及HAZ组织晶粒没有粗化),焊接工艺性能良好,焊接熔敷速率是传统埋弧焊的2倍,接头角变形明显减小,焊接接头的力学性能满足要求。
关键词埋弧焊合金粉末低碳钢低合金高强钢
在满足焊接接头力学性能要求的前提下,提高熔敷速率可以提高生产率。用常规的埋弧焊(SAW)焊接中厚板结构,如果提高熔敷速率,就要加大焊接线能量,其结果是焊接熔池变大,母材熔化量增加,焊缝化学成分变差,焊缝组织粗化,焊接热影响区扩大并且性能变坏。添加合金粉末的埋弧焊(submerged arc welding with alloyed metal powders,SAW-AMP)是一种能够提高熔敷速率,又不使焊接接头性能变差的高效焊接技术。基本做法是在坡口中预先铺放一层金属粉末(或金属细粒、切断的短焊丝等),然后进行埋弧焊。国外从60年代末期至今一直在研究、开发和应用这种技术,已研究了系列合金粉末、焊剂和合金粉末添加装置,广泛用于造船、压力容器、重型机器、桥梁、建筑和海洋石油平台等领域。
笔者用该技术焊接了Q235钢和16MnR钢,并应用于实际焊接生产。
1材料及焊接工艺
1.1材料
母材板厚为18 mm,试板尺寸为300 mm×500 mm,焊丝直径为4.0 mm,焊剂粒度为8~60目,合金粉末粒度为80~200目。化学成分见表1。

1.2焊接工艺
对接,焊接规范见表2。焊机为MZ-1000,DCRP。V型坡口,SAW角度为60°~65°,钝边为4 mm;SAW-AMP角度为40°~45°,钝边为2 mm。

2试验结果及讨论
2.1焊缝化学成分
采用SAW和SAW-AMP技术焊接的20G、16MnR钢焊缝化学成分见表3。结果表明,用SJ301焊接的焊缝,C、Si和Mn元素增加,P含量与HJ431焊缝相当,S含量却没有减少。由于SJ301和HJ431本身的S、P含量对其焊缝中的S和P含量有相当显著的影响,而不同厂家生产的焊剂S、P含量有很大差别,故可以理解本文的成分分析结果。SAW-AMP焊缝的S含量与SAW焊缝相当,P含量显著减少,但均低于0.030%,焊缝的成分完全符合GB6654-86的要求。添加合金粉末有利于焊缝脱S和脱P。

2.2焊缝和HAZ的显微组织
SAW的线能量一般为1.6 kJ/mm,焊接18 mm厚的钢板需要5~6道焊满,未经再热的焊缝组织细小,针状铁素体较多,先共析铁素体少且窄,柱状晶方向性不明显,HAZ粗晶区晶粒尺寸较小。如果采用大线能量,线能量达到3.6 kJ/mm,18 mm厚的钢板2道即可焊满,但是焊缝组织粗大,几乎无针状铁素体,先共析铁素体宽,HAZ粗晶区晶粒尺寸较大,有较多的魏氏组织。
用大线能量、SAW-AMP技术,18 mm厚的钢板一道就可焊满,但是,合金粉末的成分对焊缝抗裂性和组织有显著影响。合金粉末中Mn、Ti等合金元素含量非常少,其成本较低,但焊接过程中电弧燃烧不稳定,焊道忽宽忽窄,焊缝组织中几乎没有针状铁素体,先共析铁素体连成一片,焊缝与HAZ在熔合区明显分开。采用含有较少Mn、Ti元素的合金粉末焊接,焊缝中针状铁素体细小且多,先共析铁素体较少,焊缝的柱状晶不明显,但是,焊缝成分有偏析,出现裂纹。调整合金粉末的成分,使之含有适当的Mn、Ti等合金元素,获得AP3和AP5粉末,配用H08A焊丝,分别焊接16MnR和20G,焊缝针状铁素体多且细小,先共析铁素体变窄且断续分布,先共析铁素体晶粒细小且量少。结果表明,在埋弧焊缝中添加适当成分的合金粉末,改善了焊缝的微观组织;HAZ粗晶区的珠光体增加,魏氏组织减少,HAZ微观组织并未由于线能量增大而恶化,说明SAW-AMP对线能量适应性强。
2.3焊接接头力学性能
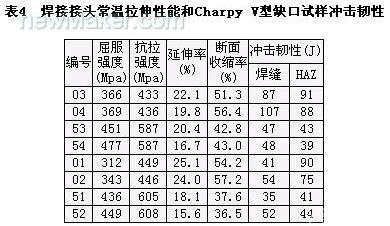
按JB4708-92进行拉伸和标准Charpy V型缺口试样冲击试验。表4的试验结果表明,采用SAW-AMP技术焊接的接头力学性能完全满足要求,其中用SJ301焊剂的接头力学性能更好。
2.4焊缝和HAZ的晶粒大小及几何尺寸
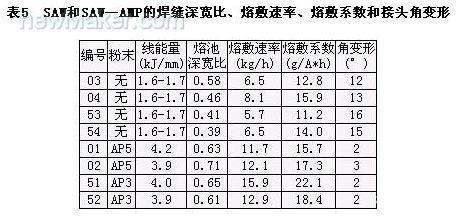
在埋弧焊坡口中添加合金粉末焊接,母材的熔合比降低,焊接电弧的大部分热量用来熔化焊丝和粉末。用定量金相的方法测量了焊缝组织中先共析铁素体和HAZ粗晶区原始奥氏体的晶粒大小。结果表明,添加合金粉末后,尽管采用了大线能量焊接,焊缝中先共析铁素体的平均尺寸由50 μm~100 μm减小为20 μm~30 μm,而且添加合金粉末后针状铁素体含量明显增加,先共析铁素体减少,柱状晶的方向性减小,添加的合金粉末有利于改善焊缝组织。添加合金粉末并采用大线能量,尽管整个HAZ及其粗晶区的宽度有所增加,但对接头性能有重要影响的HAZ粗晶区原始奥氏体的晶粒平均尺寸基本保持为60 μm~80 μm,受线能量的影响并不显著,见图1。添加合金粉末焊缝的熔深增加,深宽比显著升高,见表5。
2.5焊接接头的角变形
在焊接前没有进行反变形,焊接过程中也没有拘束,但从表5看出,用SAW—AMP技术焊接的试板角变形远小于用SAW技术焊接的同样板厚的试件。
2.6熔敷速率和熔敷系数
焊接熔敷速率与熔敷系数是标志焊接熔敷效率的参数。SAW-AMP的焊接熔敷速率和熔敷系数是SAW的近2倍,焊接熔敷效率明显提高。
2.7SAW—AMP技术能够采用大线能量的原因
添加合金粉末改善了大线能量焊接时的焊缝组织。如表1所示,SAW-AMP所用的合金粉末中含有较高的Mn、Ti等元素,一方面在焊接熔池中脱去粉末自身带来的氧,另一方面参与焊缝的合金化,增加了焊缝合金元素含量,焊缝中针状铁素体增多,先共析铁素体减少,柱状晶的方向性减小。这与我们对大线能量手工电弧焊接接头的研究结果是一致的[4]。

(end)






- [焊接技术] 薄壁螺柱焊焊接质量工艺改善方法 2020-09-14
- [焊接技术] 点焊的影响因素,点焊和满焊的区别! 2020-09-14
- [焊接技术] 螺柱焊接替代传统焊接工艺的优势! 2020-09-11
- [焊接技术] 螺柱焊接中焊接效果不美观的技术分析与解决办法 2020-07-23
- [焊接技术] 影响螺柱焊接的强度的原因有哪些? 2020-07-23
- [焊接技术] 电弧螺柱焊用圆柱头焊钉的焊接 2020-07-17






- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |






