
浅谈厚板焊接工艺
- 2018-10-17 10:36:00
- 陆启蒙 原创
- 13743
引言:焊接是压力容器焊接过程中一道重要工序, 厚板焊接裂纹倾向较大,焊接裂纹不仅给生产带来许多麻烦, 而且也可能带来灾难性的事故,造成巨大的损失。因此必须重视压力容器的焊接裂纹,否则损失不可估量。
一、名词解释:
1、结晶裂纹
结晶裂纹是热裂纹的一种表现形态,它是焊缝金属在结晶过程中处于固相线附近的温度范围内, 由于凝固金属的收缩, 而此时残余的液相又不充足,在承受拉伸应力时,就会造成沿晶界的开裂。
1.1、 结晶裂纹的产生机理结晶裂纹是沿焊缝树枝状交界处发生和发展的, 因此焊缝结晶过程中的晶界是薄弱环节。 因为在焊缝结晶过程中, 先结晶的金属比较纯,后结晶的金属含杂质较多。焊缝中的杂质富集在晶粒的周界,而
2且它们的熔点都较低,在钢中易形成低熔点共晶,如 FeS一Fe(熔点98890) ,P ,Si 也易在钢中形成低熔点共晶。这些低熔点共晶在焊缝金属的结晶过程中,被排挤到晶粒的交界处,而形成晶粒之间的“液态薄膜”,由于先凝固的焊缝的金属收缩而使后冷却的焊缝中心区域受到了一定的拉伸内应力, 这时焊缝中的液态薄膜就会被拉伸而形成结晶裂纹。因此,液态薄膜是产生结晶裂纹的根本原因,而拉伸应力是产生结晶裂纹的必要条件之一。
二、 影响因素
1、 坡口形式
坡口形式不同,使每种接头的散热条件、结晶特点也不同,最终反应在接头上, 产生结晶裂纹的倾向也不一样。 对于熔深较浅的对接接头,其焊缝抗裂性比较好;熔深大的对接接头和各种角接头 (包括搭接头、丁字接头和外角接头焊缝等 ), 其抗裂性就较差。因为 这 些 焊缝所受的应力刚好作用在焊缝的结晶面上, 由于这个面上晶粒之间的联系比较弱,又是聚积杂质的地方,所以易产生裂纹。
2、 焊接工艺
适当提高预热温度和适当增加线能量, 就可减小变形, 从而降低结晶裂纹的倾向。 同样的焊接方法和焊接工艺材料, 由于焊接顺序不当,也会产生较大的结晶裂纹的倾向, 所以合理安排焊接顺序的原则,就是尽量使大多数焊缝能够在比较小的刚度下焊接, 也就是使每条焊缝都有收缩的可能性, 在设计焊缝结构时, 就应该考虑减小接头的刚度或拘束度。
三、案例分析
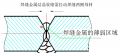
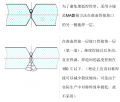
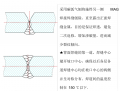
结合以上两点因素以及结晶裂纹的产生机理对焊接裂纹的产生进行图示分析如下:
如上图所示焊缝金属结晶收缩需拉动焊缝金属两侧母材, 即焊接变形的产生机理, 可是由于厚板的钢性较大, 焊缝金属结晶产生的拉应力并不足以使母材变形, 如焊缝中心即整个焊缝的最薄弱区域与坡口中心即应力线重合, 该焊缝在结晶应力的作用产生裂纹, 随着板材厚度的增加, 产生裂纹的倾向就越大。 如果两端或一端母材收到约束(比如:压力容器的封头与圆筒,封头一端相当于钢性固定,所以封头与圆筒的焊接裂纹倾向在板厚相同的情况下要远远大于纵环焊缝的焊接 ),钢性的阻碍焊接变形,亦会增加裂纹倾向。
综上所述, 为了避免裂纹的产生应从减小结晶应力、 避免焊缝薄弱区与应力线重合、减小背面焊缝应力等几个方面制定工艺规范:
1、 预热方法:
采用火焰加热,加热时应力求均匀,预热范围为坡口两侧至少42t,且加日宽度不小于 100mm ,测温点应在离电弧经过前的焊接点各方向不小于 75mm处;预热温度在焊件反面测量。
2、 接头形式
3、 焊接顺序
4、 焊接规范
采用如上述方法,在实际生产过程中很好的避免了结晶裂纹的产生,这里声明此种工艺方法仅仅适用于 30±5mm, 低合金钢板(Q345R )级别以下的常规板材的焊接 (不包括低温板、 不锈钢或其他特殊材料等),对于这个范围以外的还有待验证。








- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |






