
中轻型焊接H型钢自动生产线的设计和制造
- 2016-03-22 16:57:00
- 作者:罗文辉 朱雄伟 史树波 原创
- 9550
随着国内钢结构行业的不断发展,H型钢在许多钢结构厂房、机场、高层建筑及桥梁中得到普遍的应用。H型钢原本由钢厂轧制而成,但因轧制型钢的规格有限且价格比普通优质钢板高得多,使焊接H型钢逐渐成为建筑钢结构设计和生产中首选的结构型材,焊接H型钢的需求量逐年大幅度增加。采用手工加机械组装焊接生产焊接H型钢的方式由于生产效率低,而远远不能满足建筑钢结构高速发展的需要。因此,为提高焊接H型钢的生产效率,以自动生产线的方式组织生产是必然的发展趋势。
无锡市阳通机械设备有限公司自1994年开始生产焊接适用于轻钢制作的H型钢组装、焊接、矫正及多头切割机等设备,到目前为止,已在400多家用户单位得到成功的应用。1996年初,上海中远川崎钢结构有限公司首先向我公司订购中型焊接H型钢自动生产线,并于当年上半年设计、试制、调试成功,正常投入生产,取得了良好的经济效益。迄今,我公司已生产十多条类似的焊接H型钢 自动生产线。主要的用户有:武钢金属结构厂、唐山二十二冶金属结构有限公司、浙江中南集团、上海振华港机和上海明珠石材等单位。实际生产应用证明,焊接H型钢自动生产线达到了预期的效果。
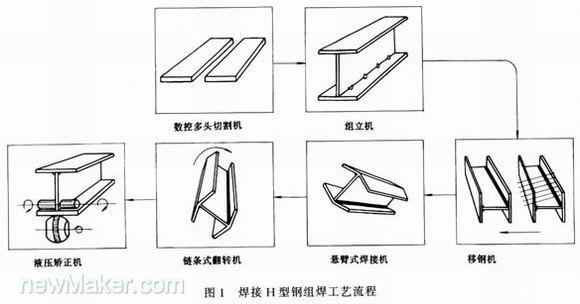
一、焊接H型钢组装焊接工艺流程
焊接H型钢组装焊接工艺流程按所生产的H型钢规格范围和技术要求而有多种形式。图1示出一种中型焊接H型钢组装焊接工艺流程方框图。主要工序有切割下料、组装成形、点固焊、角焊缝自动焊、工件翻转,另一面角焊缝自动焊及翼缘矫正。根据不同的技术要求还可增加 焊前预处理或焊后抛丸清理处理以及切割坯料的矫正等。
生产线主要设备包括:数控/多头直条火焰切割机、输送辊道、H型组立机、90°翻转架,第一组单臂焊接操作机(两台)、60°翻转支架、平移机、二级输送辊道,180°链条翻转机、三级输送辊道、第二组单臂焊接操作机(两台)、60°翻转支架、平移机、可升降液压输入辊道、液压翼缘矫正机和可升降液压输出辊道等。
自动生产线的工作程序如下:
①原材料钢板由车间桥式吊车吊至切割平台,多头切割机将钢板切割成不同规格的翼缘板和腹板,分别堆放于翼板和腹板坯料堆放区。
②将一块翼缘板和腹板吊至H型钢组装点固焊机输入辊道,并由三组拉杆夹紧机构将翼板和腹板初步夹紧定位,由主动输入辊道将工件输入主机,将工件精确定位对中并按预定的程序进行自动点固焊。
③将点固成形的T形型钢输入翻转支架翻转90°,用吊车分别将另一块翼板和T形型钢吊到输入辊道,重复以上相同程序,将组装件自动点固成H型钢。
④组装点固成形H型钢由输送辊道送入到A焊接区的平移机1和2上,平移机的顶升装置将H型钢抬离辊道面,并将型钢送入焊接操作机1的翻转支架上,然后平移机脱离工件,由翻转支架将工件转动45°,使接缝处于船形位置,由单臂焊接操作机焊接第1条角焊缝。
⑤第1条角焊缝完成后,翻转支架将工件复原,再由平移机将工件顶升送入第2台焊接操作机的翻转支架上,将工件转至45°船形位置,由第2台焊接操作机焊接第2条角焊缝。
⑥第2条角焊缝焊完后,由平移机将工件送至输送辊道上,再由输送辊道将工件送入180°链条翻转机,翻转180°后由输送辊道送至B焊接区。
⑦重复与A焊接区相同的工作程序,自动完成另一面的二条角焊缝的焊接。
⑧最后一条角焊缝焊完后,由液压输送辊道将工件送入液压翼缘矫正机进行矫正,直至达到标准规定的尺寸允许偏差。
二、加工型钢规格
H型钢翼缘板宽度:200~800mm
H型钢翼缘板高度:200~1200mm
H型钢翼缘板厚度:6~40mm
H型钢长度:4000~15000mm
三、生产线主要设备的技术特性
1.数控/多头直条火焰切割机
数控/多头直条火焰切割机是专门用于将钢板切割成不同宽度板条的高效率切割下料设备,其由T形机架,纵向轨道,纵向和横向移动驱动机构,供气系统,电气控制系统,割炬架及调节机构和割炬等组成。采用齿轮齿条传动,行走切割平稳。
数控/多头直条火焰切割机轨道跨距可从3000~9000mm任选。轨道的长度可按钢板进料长度设计,通常在12~15mm之间。割炬的数量可按用户的要求选定。
2.H型钢组立机
H型钢组立机的特点是采用立式组装点固的方法,克服了传统的卧式组装点固方法组装合格率低的问题。我公司设计的H型钢组装点固焊机由门架及定位压紧机构、拉杆夹紧机构、主传动系统、输入辊道、输出辊道、液压系统、电控系统和CO2气体保护自动点固焊机等八大部分组成。
本机的最大特点是翼板和腹板的定位采用液压传动,左右两侧机械同步夹紧对中,可保证不同宽度的翼板与腹板自动准确定位对中。整个组装和点固焊过程由可编程序控制器(PLC)全自动控制,焊点长度、焊接速度、间隔距离和两点固焊之间空程移动速度可预先设定。
3.单臂焊接操作机
焊接H型钢4条角焊缝的埋弧焊可以采用单臂焊接操作机4台,依次焊接角焊缝1,2,3,4。亦可采用龙门式焊接操作机,同时焊接二根H型钢的二条角焊缝。本文介绍的焊接H型钢自动生产线配备4台单臂焊接操作机,其优点更适应流水作业的节拍。
单臂焊接操作机由台车体、立柱、横梁、滑板行走机构、电机驱动系统、焊枪跟踪机构、焊剂输送回收系统、焊接机头、焊接电源和电气控制系统等组成,其结构外形图见图2。
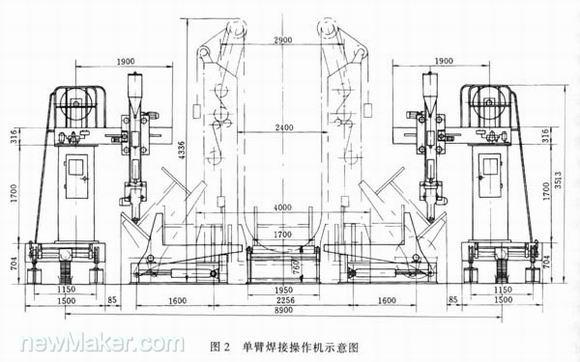
单臂焊接操作机台车在轨道上的移动由交流变频器拖动主电动机实现无级调速,驱动机构通过链轮副带动从动轴,形成双轴四轮驱动,确保台车移动速度平稳。焊接滑板装在操作机横梁上,由电动机驱动可作上下左右移动,以适应不同规格H型钢的焊接,焊接机头装于纵向滑板的端部,特制的跟踪机构可使焊枪对焊缝作三向跟踪。焊枪离工件表面距离的控制采用气 动跟踪,焊枪相对于接缝左右位置和旋转角度为浮动式机械跟踪,可确保在整个焊接过程中,焊丝始终对准接缝的中心线,形成外形均整的优质焊缝。
4.链条式翻转机
链条式翻转机专用于将待焊接的H型钢翻转至所要求的位置,并防止工件在翻转过程中产生扭曲变形。翻转机由两个机座和四根立柱组成,在每个立柱上都装有驱动机构,由主电动机通过摆线针轮减速器带动链轮。链轮上方装有两个上滑轮,其中上滑轮安装在摆臂上。上滑轮的作用是改变链条的运动方向和链条伸缩的位置。紧靠链轮的下部装有两个导向轮,用来增加链条在链轮上的包角,使链轮更有效地将功率传递到链条上。链轮的下面还装有一个下滑轮,以改变链条端部均重块的位置。立柱上部各设一个摆臂及重锤装置,其作用是当工件需要翻转时,摆臂向下转动一个角度。当不需要翻转时摆臂抬起,链条松开,便于工件前后输送。
两个机座和四个立柱组成一个整体,通过各立柱主动链轮旋转方向的不同组合,实现工件的上升、下降、翻转(180°)和链条的复位。每根链条的末端均装有一个均重块,使链条不会因外力而滑出。立柱上还设有行程开关,可避免误操作而发生故障。
5.H型钢翼缘矫正机
H型钢翼缘矫正机由机座、机架、传动辊轮、电动机驱动机构、上辊轮组、下压机构和导向辊轮等组成。主要用于H型钢焊接后翼缘板的角变形的矫正,该矫正机通过二组上下辊轮对翼缘两侧边的顶压,使其在连续送进过程中产生反方向的塑性变形,完成H型钢翼缘的连续矫正。
H型钢翼缘矫正机的主要操作步骤如下:
(1)根据待矫正H型钢翼缘宽度和厚度调整好机架的位置,使上辊轮和传动辊轮构成的矫正孔型符合矫正的要求。
(2)根据腹板的厚度及纵向变形量,将导向辊轮调到正确的位置,使其不受过大的轴向力。
(3)矫正孔型调整好后,起动主电动机带动传动辊轮,使被矫H型钢送入矫正机进行翼缘的连续矫正。当翼缘厚度超过25mm时,通常需要往返矫正多次,才能达到标准要求。
四、H型钢自动化生产配套设备
随着钢结构行业的飞速发展,对钢结构制造质量要求越来越高,特别焊接后的H型钢涂装前表面处理已成为钢结构生产中的重要工艺。针对这一情况,本公司1998年底研制开发了H型钢抛丸清理机,采用辊道连续输送清理形式,自动化程度高、表面清洁度可达Sa21/2,并达到一定的粗糙度使H型钢油漆后附着牢固,并解决了H型钢的防腐蚀问题。目前该设备已在近60家钢结构生产厂应用,取得了良好效果。
五、结论
(1)多年的生产实践证明,我公司设计和生产的焊接H型钢自动生产线大大提高了焊接H型钢的生产速度。所生产的焊接H型钢的外形尺寸和焊缝质量完全符合有关行业标准和专业标准的要求,值得大力推广应用。
(2)焊接H型钢自动生产线是一种低成本自动化生产装备,可获得可观的经济效益,通常可在两年之内完全收回设备投资。
(3)可按用户的需求采取各种改进方案,使焊接H型钢自动生产线的设备和生产工艺布局更趋合理,生产效率更高,焊接质量更易得到保证。
(4)对于要求高质量的焊接H型钢的生产,自动生产线的工艺流程应增加钢板焊前预处理或焊接H型钢的焊后清理处理,并设置相应的抛丸清理设备。

- [焊接技术] 螺柱焊接基础知识 2022-07-11
- [焊接技术] 螺柱焊机发展史及其焊接工艺 2022-07-11
- [行业资讯] 百年征程波澜壮阔 百年初心历久弥坚 ——庆党建100周年主题活动 2021-06-30
- [展会资讯] 【埃森展邀请】六月 相聚上海 共赴焊接盛会吧! 2021-06-10
- [焊接技术] 小技巧:焊接时如何分清焊渣和铁水? 2021-01-22
- [焊接技术] 车身铝点焊炸枪的原因及解决办法! 2021-01-12






- GBT 19867.4-2008 激光焊接工艺规程.pdf 2019-12-25
- GBT 2652-2008 焊缝及熔敷金属拉伸试验方法.pdf 2019-12-25
- GBT 16672-1996 焊缝-工作位置-倾角和转角的定义.pdf 2019-12-25
- GBT 16745-1997 金属覆盖层产品钎焊性的标准试验方法.pdf 2019-12-25
- GBT 17853-1999 不锈钢药芯焊丝.pdf 2019-12-25
- GBT 15169-1994 钢熔化焊手焊工资格考核方法.pdf 2019-12-25
- GBT 15579.5-2005 弧焊设备安全要求 第5部分 送丝装置.pdf 2019-12-25
- GBT 15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪).pdf 2019-12-23
| 联系人: | 韩玉琦 |
|---|---|
| 电话: | 0755-26013200/26013464 |
| 传真: | 0755-26013188 |
| Email: | saw@sawchina.cn |
| QQ: | 2280915288 |
| 微信: | 18682260315 |
| 旺旺: | szhbkj |
| 地址: | 深圳市宝安区石岩街道塘头大道58号 |






